
- Výhody a nevýhody poloautomatických zařízení
- Který je lepší - střídač nebo poloautomatický
- Poloautomatický střídačový typ
- Technické parametry pro poloautomatický výběr
- Přehled populárních poloautomatických modelů
Pomozte vývoji webu a sdílení článku s přáteli!
Poloautomatický svařovací stroj je zdokonalením standardního svářecího zařízení. Díky speciálnímu návrhu jednotky je pracovní postup značně zrychlen. Poloautomatické stroje jsou široce používány nejen v továrnách, ale také v malých dílnách.
Výhody a nevýhody poloautomatických zařízení
Poloautomatické svářečky jsou oblíbené nejen u profesionálů, ale také u domácích mistrů, protože mají řadu výhod oproti konvenčním svařovacím strojům. Mezi hlavní přednosti poloautomatických zařízení patří:
- možnost varu hliníku, litiny, konstrukčních ocelí a jiných kovů;
- může být zařízení vařeno jako tenká plechová ocel (nejméně 0, 5 mm) a tlustá;
- Není nutné vyčistit okraje, aby svítily;
- Zařízení je snadno konfigurovatelné pro různé režimy provozu;
- vysoká rychlost práce;
- dostupné ceny;
- nízká toxicita vytvořeného kouře v porovnání s prací konvenčních elektrod;
- Můžete vyplnit velké mezery s kovem;
- Při práci je zřetelně vidět svařovací lázeň, která není naplněná hmotami strusky;
- švy se liší v jejich těsnosti, což je důležité pro připojení plynů a kapalin;
- Při práci s metodou MIG / MAG se vytvoří malé množství spreje;
- švy vyžadují jen málo zpracování;
- snadno se naučíte všechna nastavení a nastavení pro začátečníky.

Poloautomatické přístroje mají také některé nevýhody.
- Špatná práce na volném prostranství (na ulici). Je nutné zavřít pracovní místo od větru, protože vyfukuje ochranný plyn z hořáku.
- Při práci s metodami MIG / MAG je zapotřebí plynový válec, který má značnou hmotnost a je nevhodný pro přepravu. Kromě toho musí být pravidelně převáděna na čerpací stanici.
- Při práci bez stínícího plynu se zvyšuje záření z elektrického oblouku a zvyšuje se stříkání červenavého kovu .
Který je lepší - střídač nebo poloautomatický
Pokud porovnáme dva typy přístrojů, je zřejmé, že střídač pracuje s elektrodami a poloautomatické zařízení - s elektrodovým drátem, jak s práškovým povrchem, tak s měděným povrchem. V posledně uvedeném případě je zapotřebí použít stínící plyn pro roztržení hořicího bodu elektrody, čímž se vytvoří kvalitatívnější a estetičtější spoj než při svařování s běžnou elektrodou. Poloautomatické stroje jsou vhodnější pro práci s nerezovými, hliníkovými a jinými "obtížnými" kovy.
Kromě toho může být poloautomatický stroj spojen s tenkými kovovými součástmi, například pro opravy automobilů, což nelze provést běžným střídačem. Zvláště výhodné je provozovat poloautomatický stroj v obtížně přístupných místech, protože délka drátů elektrody neovlivňuje činnost. Při práci s měničem je někdy obtížné dosáhnout jakéhokoli bodu připojení vzhledem k délce elektrody. V takových případech musí být zkrácena, což zabere čas. Potřeba konstantní náhrady elektrod výrazně snižuje produktivitu práce.
Měniče mají obrovskou výhodu oproti poloautomatickým zařízením - je to mobilita a kompaktní rozměry. Zařízení se bez problémů pohybuje z jednoho pracoviště do druhého, například při instalaci dlouhého plotu nebo při instalaci billboardů. Proto je možné měnič považovat za univerzálnější přístroj. Poloautomatické zařízení se pravděpodobně bude týkat stacionárního zařízení, které se používá v dílně nebo dílně, protože má větší hmotnost než střídač a je nepohodlné, že se neustále pohybuje spolu s válcem a hadicemi.
Shrneme-li, můžeme říci, že poloautomatický je vhodnější pro profesionální použití, když je potřeba provádět pravidelné svařovací práce. Chcete-li provádět různé propojení na úrovni domácnosti, postačuje střídač, zejména pokud se má používat příležitostně.
Poloautomatický střídačový typ
Ne tak dávno se na prodej objevily jednotky, které jsou kombinací střídače a poloautomatické. Invertor poloautomatický svařovací stroj, jak naznačuje název, používá konvertor měniče jako zdroj energie.
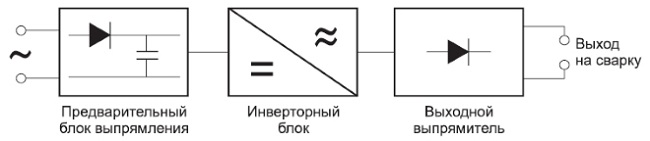
Odkazy! Měnič pracuje podle následujícího principu. Střídavý proud přicházející ze sítě, který prochází diodovým můstkem, narovnává. Dále již tranzistory prochází konstantním proudem a přeměňují je opět na střídavý, ale vysokofrekvenční proud. Vysokofrekvenční proud je spuštěn pomocí transformátoru, zatímco napětí se snižuje a proud se zvyšuje. Tento proud přejde na výstupní usměrňovač, kde je opět přeměněn na konstantu.
Díky této technologii jsou rozměry jednotky výrazně sníženy a vysokofrekvenční vlastnosti proudu mají pozitivní vliv na stabilitu svařování svařováním. Kromě toho je hlavním rozdílem mezi střídači vysoká účinnost, protože energie není zbytečná, aby ohřívala železo velkého transformátoru.
Invertorové poloautomatické přístroje se používají ve velkých i malých podnicích, ve stavebních a automobilových dílnách. S pomocí těchto zařízení se provádí svařování jakýchkoli kovů, homogenních i nepodobných; spojování dílů velké tloušťky a svařování tenkých plechů; dlouhé spojité švy, atd.
Poloautomatický svařovací stroj má své výhody oproti konvenční poloautomatické:
- svařované švy jsou nejvyšší kvality;
- vynikající ergonomie;
- nízká spotřeba energie;
- nízká hmotnost;
- hladké seřízení svařovacího proudu;
- kompaktní velikost;
- existuje ochrana proti přilepení elektrody;
- funkce "hot start";
- režimy Pulse / Superpulse (používané pro práci na tenké oceli);
- záložní oblouk;
- vysoká účinnost;
- vestavěný chladicí systém;
- tam je ochrana proti přehřátí;
- díky mikroprocesorovému ovládání může zařízení provádět vlastní diagnostiku, provádět vhodné svařovací programy, rozpoznávat hořáky apod.
Také v poloautomatu střídače mohou existovat další režimy, například obrácení polarity nebo svařování MMA, tj. Kusové elektrody, což značně rozšiřuje možnosti jednotky.
Technické parametry pro poloautomatický výběr
Za prvé, při výběru poloautomatů je třeba mít představu o intenzitě, s jakou se budou používat, protože jednotky se vyrábějí ve 3 kategoriích
- Domácnost. Mohou být připojeny k domácí elektrické zásuvce o napětí 220 V a nejsou určeny pro dlouhodobé použití. Po krátké době (uvedenou v pokynech) by měl stroj nechat čas vychladnout. Domovní modely svařovacích strojů produkují proud do 200 A a mohou pracovat s ochrannými plyny nebo bez nich, tj. Práškovými drátovými elektrodami;
- Poloprofesionální. Mohou vyrobit svařovací proud až do 300 A. Přístroj používá elektrodový drát spojený s ochrannými plyny. Svařování lze provádět metodou MIG / MAG, stejně jako elektrodový drát s práškovým povlakem (metoda MMA).
- Profesionální . Jednotky pracují na síti 380 V a jsou určeny pro nepřetržitý provoz. Proud v nich může dosáhnout hodnoty 400 A. Poloautomatické stroje mohou vyrábět svařování metodami MMA, MIG a MAG a rovněž vroucí v pulsním režimu a pracovat s wolframovými elektrodami metodou argonového obloukového svařování (TIG).
Napětí sítě
Vzhledem k tomu, že poloautomaty pracují s elektřinou, je nutné zvolit správné zařízení pro síťové napětí:
- pro domácí použití je zapotřebí, aby bylo zařízení připojeno k síti 220 V, to znamená k běžné zásuvce;
- v továrnách a malých dílnách, kde existuje třífázová síť, je lepší používat profesionální zařízení schopné provozu od 380 V;
- K dispozici jsou jednotky s kombinovaným typem připojení, které lze provozovat jak z třífázové sítě, tak z jednofázové sítě.
Také by měla být brána v úvahu schopnost sítě vydržet zatížení . Pokud napětí klesne pod 200 kW při připojeném zařízení, napětí klesne pod 200 V, pak bude správnější zvolit střídač poloautomatický, který pracuje stabilněji v uzavřených sítích (rozsahy napětí, se kterými zařízení může fungovat, jsou uvedeny v pokynech k němu).
Pokud pod napětím napětí v síti klesne na 150 V, nebude za těchto podmínek pracovat žádný poloautomat. V takových případech bude nutné použít benzinový generátor k napájení přístroje nebo ke koupi konvenční invertorové jednotky (ne poloautomatické zařízení). Měnič by měl navíc mít nastavení PFC účiníku, díky čemuž může zařízení pracovat i při napětích do 100 V.
Současná síla
Tento parametr je pro každý svařovací stroj hlavní. Jmenovitý proud závisí na tloušťce svařovaného kovu a na průměru drátů elektrod.
Při výběru poloautomatického zařízení pro proudovou sílu je třeba vzít v úvahu následující podmínky.
- Při tloušťce kovu nejvýše 5 mm je dostatečný svařovací proud 150 až 200 A. Průměr drátů elektrod musí být od 0, 8 do 1, 0 mm.
- Pro tloušťku kovu větší než 5 mm je vyžadován svařovací proud až do 250 A a v některých případech i vyšší. V tomto případě by tloušťka drátu měla být již 1, 2-1, 6 mm.
Níže uvedená tabulka uvádí údaje, které lze použít pro svařování nízkolegovaných a uhlíkových ocelí v prostředí oxidu uhličitého.

Při volbě zařízení je žádoucí mít malý proud, přibližně 50 A. To umožní používat zařízení bez omezení současných hodnot a přehřátí jednotky. Navíc v obalené síti nebo při použití dlouhých kabelů je síla proudu méně důležitá než vypočtená. Často pro reklamní účely výrobce konkrétně přeceňuje údaje v pasových datech pro zařízení, které ve skutečnosti neodpovídají požadavkům.
Doba trvání zatížení
Tento parametr je nutno vzít v úvahu, aby nedošlo k přehřátí zařízení . Doba trvání pracovního cyklu je vyjádřena v procentech a rovná se 10 minut (10 min = 100%). Tento indikátor znamená, jak dlouho zařízení bude schopno pracovat při maximálním zatížení před vypnutím. Následující obrázek ukazuje, kde jednotka udává dobu trvání zátěže (SP).

Také na obrázku můžete vidět, kolik proudů může přístroj pracovat po určitou dobu při maximálním zatížení. Například pokud je hodnota PN 50%, mělo by přístroj po každých 5 minutách práce dát 5 minut odpočinku, tj. Cyklus práce může být označen jako 50/50. Ale pokud PN = 60% a vyšší (což je typické pro zařízení pro třídy) při okolní teplotě 20 stupňů, zařízení běží maximálně 6 minut, po které je třeba odpočívat 4 minuty.
Jak ukazuje praxe, není nutné pracovat v režimu, kde PN je 100%. Průměr PN svářeče pracujícího na poloautomatickém stroji se v průměru rovná 60%, což je způsobeno nevyhnutelnými technologickými zastávkami. Proto má zařízení s hodnotou PN = 60% a není možné provádět zvláštní zastávky, které by ho ochladily.
Metody svařování a další funkce
Všechny poloautomatické stroje mají režimy svařování s použitím ochranných plynů MIG / MAG. Poloautomatické invertory však mohou pracovat v režimu MMA.
- MIG (inertní plyn z kovu) - tato metoda používá inertní plyny, například argon nebo jeho směs s oxidem uhličitým.
- MAG (Metal Active Gas) je metoda svařování s použitím aktivních plynů. Nejběžnějším a nejhospodárnějším plynem pro tyto účely je oxid uhličitý.
- MMA je metoda konvenčního obloukového svařování pomocí elektrod (elektrodový drát) s ochranným povlakem.
Kromě metod svařování je žádoucí, aby zařízení mělo další funkce, které usnadňují práci.
- Funkce Hot Start je funkce spouštění za tepla, která pomáhá při zapálení oblouku, například při poklesu síťového napětí nebo při svařování rezavého kovu.
- Arc-Force je funkce stabilizace oblouku. Pokud z nějakého důvodu začne oblouk vypadat, stroj zvýší proudovou sílu, která stabilizuje jeho spalování.
- Anti Stick - přítomnost této funkce eliminuje přilnavost elektrody k kovu během provozu.
Důležitá je také přítomnost režimu TIG, který umožňuje použití wolframových elektrod v ochranném prostředí argonu. Díky tomuto režimu je možné svařovat téměř všechny kovy.
Přehled populárních poloautomatických modelů
Mnoho výrobců vystavuje své výrobky na trhu svařovací techniky a pro začínajícího je velmi obtížné zvolit vhodný poloautomatický svařovací stroj ze všech rozmanitostí. Trh byl zatopen čínskými zařízeními, která jsou levná, ale nejsou kvalitní a dokonce spolehlivější. Na druhou stranu, známé značky evropských a amerických výrobců jsou poměrně drahé a pro domácí použití je koupit ne každý domácí mistr rozhodne.
Poradenství! Nechcete-li neustále opravovat toto zařízení po celou dobu a neustále zklamat výsledky práce, je lepší strávit jednou, ale získat vysoce kvalitní poloautomatický stroj, který bude trvat mnoho let.Evropských výrobců
Wester MIG 180. Tento poloautomatický střídač je vyvinut v Německu, ale je vyráběn v čínských továrnách. Navzdory tomu má poloautomatický stroj dobrou kvalitu konstrukce a vysokou spolehlivost. Výrobce mu poskytuje 3letou záruku, která také potvrzuje dobrou kvalitu výrobků.

Přístroj je domácí, spotřebovává 7, 5 kW elektrické energie a je schopen produkovat proud až do 180 A. Minimální průměr drátu, který lze použít, je 0, 6 mm. Pokud se podíváte na recenze na internetu, která byla ponechána na poloautomatu Wester MIG 180, mezi nimi není téměř žádný negativní.
Telwin BIMAX 152 TURBO. Je poloautomatický od italského výrobce, který je lídrem ve výrobě svářecích zařízení.

Přístroj má konstantní proud v rozmezí od 30 do 145 A, spotřebuje 3, 7 kW, může pracovat v režimech svařování MIG / MAG. Jednotka podávání drátu je zabudována do jednotky.
FUBAG IRMIG 200. Jedná se o poloautomatický střídač od německého výrobce, který je vysoce spolehlivý. Tato jednotka je zakoupena pro malé podniky, autoopravny a pro stavbu. Za cenu asi 20 tisíc rublů je poloautomatický zajímavý s těmito vlastnostmi:
- hladká regulace proudu;
- Podavač pro střídač je zabudován do pouzdra a pracuje v automatickém režimu;
- Zařízení může pracovat nejen v režimu poloautomatického svařování (MIG / MAG), ale také v manuální metodě MMA;
- Díky systému nuceného chlazení nemohou být hlavní moduly zařízení přehřáté, které mohou pracovat při teplotách od -10 do + 40 ° C;
- Poloautomatické zařízení má konektor euro pro připojení hořáku k němu.
Tento model má hmotnost 15, 4 kg a kompaktní rozměry, takže je vhodné ho přenést na různé předměty, přepravovat ve dvoře atd.
Amerických výrobců
LINCOLN Handy Mig je poměrně kvalitní transformátor poloautomatický od amerického výrobce.

Zařízení lze použít pro svařování většiny kovů. Jeho hlavním účelem je svařování plechů metodou MIG / MAG . LINCOLN Handy Mig má maximální svařovací proud 80 A, 4 úrovně napětí a plynulé nastavení napájení elektrodového drátu.
Ruských výrobců
ISP-200/7 ISP od ruského výrobce je poloautomatické měniče.

Přístroj je schopen pracovat jak metodou MIG / MAG, tak i elektrodami (MMA). Vývojáři dbali na to, aby poloautomatický stroj mohl pracovat při významných poklesových napětích v rozmezí 160 až 240 V.
Navíc model přitahuje domácího kupce s následujícími vlastnostmi:
- účinný ventilační systém eliminuje přehřátí;
- kompaktní velikost a nízká hmotnost (12, 6 kg);
- Široký rozsah nastavení svařovacího proudu od 20 A (u tenkostěnných kovů) do 200 A;
- nízké náklady, do 18 tisíc rublů.
Rychle a zuřivě 200 PA. Tento svařovací střídač může pracovat jako poloautomatický, provádí tradiční typy svařovacích MIG / MAG a jako konvenční svařovací stroj používající kusové elektrody (metoda MMA). Zařízení také umožňuje použití metody svařování argonovým obloukem (TIG).

Poloautomatický stroj může generovat svařovací proud v rozsahu od 15 do 200 A pro všechny typy svařování. S přístrojem lze použít dráty až do tloušťky 1, 6 mm a mohou být použity elektrody o průměru až 5 mm.
Shrnutí, můžeme konstatovat, že domácí svařovací zařízení se neliší od cizích analogů a podle některých parametrů je překonává. Ceny za ruské poloautomaty jsou navíc cenově dostupné, což je pro většinu spotřebitelů důležité.