
- Princip činnosti svařovacího střídače
- Výhody měničů
- Klasifikace
- Co hledat při nákupu měniče
- Další funkce implementované na svařovacích střídačích
Pomozte vývoji webu a sdílení článku s přáteli!
Jedním z nejtvrdších a hermetických metod spojování kovových dílů je obloukové svařování. Tato metoda byla aktivně používána již více než sto let. Skládá se z tavení hran svařovaných prvků a vyplnění prázdných míst mezi nimi tekutým kovem svařovací elektrody pod vlivem elektrického proudu. Zpočátku byly těžkopádné výkonové transformátory použity ke snížení síťového napětí na požadovaných 50-60 voltů. V současné době je široce používán invertorový svařovací stroj, který má moderní zařízení a rozsáhlé technické možnosti.
Princip činnosti svařovacího střídače
Hlavním rozdílem mezi invertorovým typem svařovacího stroje je složitější řetězec transformací, na který je vystaven standardní střídavý elektrický proud s frekvencí kmitů 50 Hz a napětím 220 voltů před tím, než je přivede k elektrodě. Nejprve se vyrovná a vyhladí při procházení speciálním filtrem. Poté se rychle otvírají a uzavírají tranzistory a střídají je do střídavého proudu s kmitočtem oscilací dosahujícího desítky kHz. Teprve po této fázi je proud přeměněn na požadovanou hodnotu pro svařování 100-200A s napětím 50-60V. Výstupem je vysokofrekvenční usměrňovač, který dosahuje průchodu stejnosměrného proudu potřebného pro nejkvalitnější svařování.
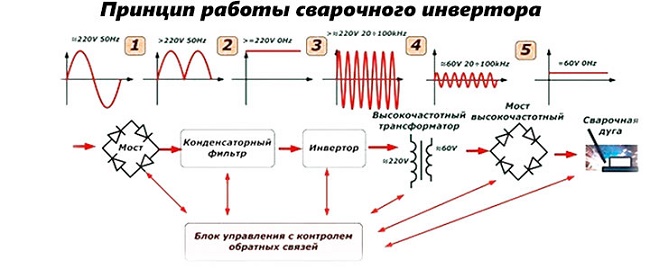
Sledování a nastavení výstupních hodnot provozních parametrů svařovacího měniče se provádí řídicí jednotkou tranzistoru. Vytváří optimální vlastnosti proudu proudícího na elektrodu, které jsou nezbytné pro všechny typy a způsoby svařování.
Hlavním rozdílem mezi svařovacím transformátorem a střídačem je přeměna nízkofrekvenčních proudů na výkonový transformátor, který je realizován pouze na velkých zařízeních, zatímco vysokofrekvenční vybavení měniče je charakterizováno jeho kompaktností a nízkou spotřebou materiálu.

Výhody měničů
Srovnání svařovacích střídačů se zařízeními alternativních konstrukcí demonstruje přesvědčivé výhody takového zařízení.
- Nízká hmotnost, která nepřesahuje 10 kg, a kompaktní rozměry většiny modelů usnadňují jejich skladování a přepravu.
- Absence tepelných ztrát strávených při ohřevu vinutí má příznivý vliv na účinnost měniče, která při všech ostatních věcech spotřebuje zhruba 1, 5krát méně energie než typický svařovací transformátor nebo usměrňovač.
- Univerzální střídač má širokou škálu výstupních charakteristik, což umožňuje výběr režimů včetně svařování nerezové oceli a neželezných kovů.
- Dokonce i modely pro domácí a letní pobyt nevyžadují delší přestávky v práci pro chlazení zařízení.
- Svařovací střídač je vybaven jednoduchým řídícím systémem s hladkým seřizováním všech potřebných parametrů, což umožňuje dosáhnout vysoce kvalitních svarů i novým svářečům.
Existují měniče a nevýhody, které představují poměrně vysokou cenu a přísné požadavky na skladovací a provozní podmínky. Jsou citlivé na prach, nadměrnou vlhkost a nízké teploty.
Klasifikace
Pro účely výroby se používají různé typy střídačů, které se liší v jejich funkčních vlastnostech:
- pro ruční svařování elektrickým obloukem (MMA);
- pro argonové svařování wolframovou elektrodou;
- pro poloautomatické svařování v atmosféře inertních nebo aktivních plynů (MIG / MAG);
- Poloautomatické přístroje pro použití v režimech MMA a MIG / MAG;
- Univerzální pro práci v různých režimech;
- vzduchové plazmové řezací jednotky.
Z hlediska výkonu a technických charakteristik jsou střídače pro práci s tavicími elektrodami obvykle rozděleny do tří velkých kategorií.
- Domácnostní mini-modely určené pro domovy a vily, které mají nejjednodušší vybavení, jsou nenákladné a budou dobře fungovat v periodickém způsobu použití.

Invertorové svařování WESTER MINI200
- Profesionální, schopni vařit několik hodin denně, což je lepší koupit pro výrobní účely, protože stojí 300-400 dolarů za kus a doma se nezaplatí.

Svařovací střídač Wester Wz7 400 profesionální
- Poloprofesionální zařízení, která zaujímá mezi těmito dvěma skupinami mezilehlou pozici, která, pokud bude použita přiměřeně, vyhovuje jak domácí, tak malé dílně.
Co hledat při nákupu měniče
Výběr svařovacího měniče je založen na podmínkách svařování a na režimech, kterým by měl odpovídat. Za prvé, jsou určeny se vstupním napětím. Převážná většina zařízení je určena pro napájení 220 V, ale existují také modely připojené k síti 380 V. V pasu přístroje je určen jako přípustný rozsah: 220 V + 15% - 30% nebo 160-240 V. Ve venkovských oblastech s častým zdůrazněním může mít velký význam.
Svařovací proud je nejdůležitější vlastností svařovacího režimu: přímo závisí na tloušťce svařovaných dílů a na použitém průměru použitých elektrod . V domácnostech se vyrábějí produkty, které jsou hustší než 10 mm. V tomto případě je lepší zvolit střídač, který je schopen generovat proud 160-180 A. Při svařování plechů z uhlíkové oceli o tloušťce až 20 mm je třeba počítat za 200 A. Doporučuje se kupovat silnější jednotky pouze pro specializované dílny. Způsob úpravy je také důležitý. Možnost hladké regulace, na rozdíl od diskrétního, je vždy vhodnější pro dosažení kvalitního svaru.
Poradenství! Při práci s tenkými součástmi byste měli dbát na spodní hranici výstupního proudu, který je žádoucí mít úroveň 10 A.Jednoduchost vznícení svařovacího oblouku souvisí s volnoběžným napětím. Ve většině modelů je v rozmezí 40 až 90 voltů. Čím vyšší je tato hodnota, tím snadněji bude vařit.
V případě intenzivního provozu má procento provozní doby při maximálním proudu, označované PV, velký vliv na kapacitu jednotky. Dobré zařízení by mělo mít takový ukazatel na úrovni nejméně 70%. To znamená, že při výrobním cyklu 10 minut lze 7 uvařit při plném zatížení a 3 minuty by se měly vynaložit na výměnu elektrody, čištění švu a chlazení zařízení.
Další funkce implementované na svařovacích střídačích
Použití mikroprocesorového řízení měniče s efektivní zpětnou vazbou umožňuje realizovat další možnosti, které usnadňují svařovací proces. Pro ně je třeba hodnotit:
- horký start, zajišťující krátkodobé zvýšení napětí v počátečním období svařování, což usnadňuje obloukové obloukování;
- antiadhezivní, což výrazně snižuje zátěž, když se elektroda náhodně dotkne svařovaných okrajů, čímž se zabrání svařování elektrod, což je běžný problém pro začátečníky;
- vybíjením oblouku, čímž se odstraní přilepení elektrody, když se od ní oddělí velká kapka roztaveného kovu v důsledku krátkého zvýšení proudu.
Všechny uvedené vlastnosti invertorových svařovacích strojů jsou příznivě odrazem v pohodlí práce s nimi a kvalitou získaných švů.